Allgemeines
##########
Es soll das SPS-Programm für einen Teilbereich einer Sortieranlage geschrieben werden.
Dabei werden Teile aus einem von drei Magazinen entnommen, auf ein Band gesetzt und dort vermessen. Die Auswahl, des zu verwendeten
Magazins wird über Schalter vorgenommen. Die Auswahl ist dabei vor dem Start des Vorgangs vorzunehmen. Während des Vorgangs soll eine
Änderung der Auswahl keine Auswirkungen mehr haben.
In den Magazinen sind Teile verschiedener Höhe abgelegt. Da die Teile in den Magazinen in unterschiedlicher Höhe gegriffen werden müssen,
hat der Greifer keine feste untere Endlage. Am unteren Ende des Greifers befindet sich ein Sensor. Dieser hat den Status 1, wenn ein Teil
von dem Greifer berührt wird. Dieser Sensor kann als variabler Endlagenschalter verwendet werden.
Die Teile werden über einen Mess-Stab auf dem Band vermessen und in die Kategorien klein, mittel und gross einsortiert.
Je nach Kategorie ist die jeweilige Anzahl der Teile zu erhöhen. Die bereits eingelagerte Anzahl an Teilen ist an BCD-Anzeigen anzuzeigen.
Grenzen des vom Mess-Stab gelieferten Wertes der einzelnen Kategorien:
Klein bis 4999
Mittel ab 5000 bis < 10000
Gross ab 10000
Des Weiteren ist die Kategorie des gerade erfassten Teiles an den Lampen H4 bis H6 anzuzeigen.
Klein: Nur H4 leuchtet
Mittel: H4 und H5 leuchten
Gross: H4, H5 und H6 leuchten
##########
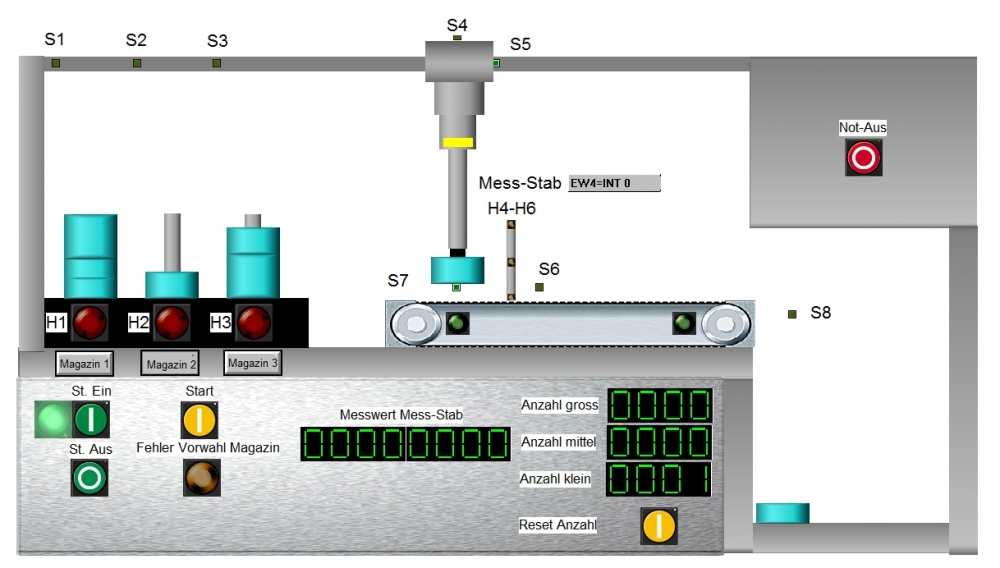
Bild der Anlage
##########
##########
Ablauf
##########
1. Steuerung einschalten
2. Vorwahl des zu verwendeten Magazins über die Schalter unterhalb der Magazine.
3. Start
4. Greifer bewegt sich von der Grundstellung bei S5 zum gewählten Magazin.
5. Hat der Greifer die Entnahmepos. erreicht fährt dieser nach unten bis das oberste Teil im Magazin berührt wird.
6. Nun wird der Magnet eingeschaltet und der Greifer bewegt sich nach oben bis S4 betätigt wird.
7. Der Greifer bewegt sich horizontal nach S5.
8. Bei Erreichen von S5 bewegt sich der Greifer nach unten bis das Teil den Sensort S7 betätigt.
9. Nun wird der Magnet ausgeschaltet und das Teil liegt auf dem Band.
10. Das Band fährt los und transportiert das Teil nach rechts. Berührt das Teil den Sensor S6 so erfolgt die Messung und das Ergebnis wird an den Lampen H4-H6 angezeigt. Des Weiteren wird die Anzahl der Teile in der gemessenen Kategorie erhöht und an der BCD-Anzeige ausgegeben.
11. Wenn das Teil den Sensor S8 berührt, dann wird das Band gestoppt.
#######
Eingänge
#######
E 0.0 BOOL Schließer, Taster Steuerung Ein
E 0.1 BOOL Öffner, Taster Steuerung Aus
E 0.2 BOOL Schließer, Taster Start
E 0.3 BOOL Öffner, Schalter Not-Aus
E 1.0 BOOL Schließer, Vorwahlschalter Magazin 1
E 1.1 BOOL Schließer, Vorwahlschalter Magazin 2
E 1.2 BOOL Schließer, Vorwahlschalter Magazin 3
E 1.3 BOOL Öffner, S1 horizontale pos. Magazin 1
E 1.4 BOOL Öffner, S2 horizontale pos. Magazin 2
E 1.5 BOOL Öffner, S3 horizontale pos. Magazin 3
E 1.6 BOOL Öffner, S4 Greifer obere Endlage
E 1.7 BOOL Öffner, S5 horizontale pos. Band
E 2.0 BOOL Schließer, Sensor ist 1 wenn Greifer Teil berührt
E 2.1 BOOL Schließer, S6 Teil hat Messpos. erreicht
E 2.2 BOOL Schließer, 1 wenn ein Teil 1 im Magazin vorhanden ist
E 2.3 BOOL Schließer, 1 wenn ein Teil 2 im Magazin vorhanden ist
E 2.4 BOOL Schließer, 1 wenn ein Teil 3 im Magazin vorhanden ist
E 2.5 BOOL Öffner, S7 das Teil ist an der horz. Pos. am Band
E 2.6 BOOL Öffner, S8 Ende-Position auf dem Band
E 2.7 BOOL Schließer, Taster Reset Anzahl Teile
EW 4 INT Mess-Stab zum Erfassen der Teilgrösse am Band
#######
Ausgänge
#######
A 0.0 BOOL Lampe Steuerung Ein
A 0.1 BOOL H1 Anzeige dass kein Teil im Magazin 1 mehr vorhanden ist
A 0.2 BOOL H2 Anzeige dass kein Teil im Magazin 2 mehr vorhanden ist
A 0.3 BOOL H3 Anzeige dass kein Teil im Magazin 3 mehr vorhanden ist
A 0.4 BOOL Bandmotor
A 0.5 BOOL Greifer nach oben
A 0.6 BOOL Greifer nach unten
A 0.7 BOOL Greifer nach rechts
A 1.0 BOOL Greifer nach links
A 1.1 BOOL Magnet des Greifers
A 1.2 BOOL Lampe H4 Anzeige Teil klein
A 1.3 BOOL Lampe H5 Anzeige Teil mittel
A 1.4 BOOL Lampe H6 Lampe Teil gross
A 1.5 BOOL Lampe Fehler bei der Vorwahl des Magazins
AW 4 WORD BCD-Anzeige der abgelegten Teile Klein
AW 6 WORD BCD-Anzeige der abgelegten Teile Mittel
AW 8 WORD BCD-Anzeige der abgelegten Teile Gross
AW 10 WORD BCD-Anzeige des Wertes am Mess-Stab 1er bis 1000er Stellen
AW 12 WORD BCD-Anzeige des Wertes am Mess-Stab ab 10000er Stellen
################
Weitere Beschreibungen
################
Lampe "Fehler Vorwahl Magazin":
Diese Lampe soll leuchten, wenn keine odere mehrere Schalter "Magazin X" für die Vorwahl des Magazins betätigt sind.
BCD-Anzeige "Messwert Mess-Stab":
Hier soll während dem Messvorgang der Wert des Mess-Stabes angezeigt werden. Der theoretische Bereich des Mess-Stabes liegt bei 0 - 27647.
Lampen H1 bis H3:
Die jeweilige Lampe des Magazins soll leuchten, wenn kein Teil mehr im Magazin vorhanden ist. Dazu ist in jedem Magazin ein Sensor vorhanden (E2.2 bis E2.4), welcher den Status 1 hat, wenn mind. ein Teil im Magazin vorhanden ist.